
















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

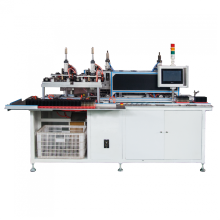
Модель: FT-ZS-01
марка: Фейтуо
Тип обработки пластика: ПП, ПК, АБС, ДОМАШНИЙ ПИТОМЕЦ, ПВХ, FRPP / ПВХ, PPR, EVA, HDPE, MLLDPE, EPS, PA, Полистирол, PE, LDPE, EVOH, HDPE / PP, АБС / ПП, ПЭ / ПП, Полимолочная кислота
положение дел: Новый
стиль: По горизонтали
Сила зажима (кН): Другие
Тип оборудования: Электрический
Расстояние между стяжными стержнями: Другие
Тип впрыска: Литье под давлением с раздувом
место происхождения: Китай
гарантийный срок: 1 год
Основная точка продажи: Автоматический
Применимая отрасль: Магазины строительных материалов, Завод-изготовитель, Мастерские по ремонту оборудования, Рекламная компания
Послегарантийное обслуживание: Видео техническая поддержка, Онлайн поддержка
Где предоставлять местные услуги (в каких странах есть зарубежные центры обслуживания): никто
Расположение выставочного зала (в каких странах есть образцы за рубежом): никто
Тип маркетинга: Обычный продукт
Отчет о механических испытаниях: При условии
Видео осмотр завода: При условии
Гарантийный срок на основные компоненты: 1 год
Основные компоненты: Несущий, Мотор, Насос, Механизм, ПЛК, Другие, Сосуд под давлением, Двигатель, Коробка передач, Винт
Подробности Упаковки: Деревянный ящик
производительность: 10000 per hour
транспорт: Ocean,Land,Air,Express,Optional
Место происхождения: Китай
Поддержка о: Factory direct supply
Сертификаты : CE
Код ТН ВЭД: 84659400
Порт: ShenZhen,GuangZhou
Вид оплаты: T/T
Инкотермс: FOB,EXW
обратный поток пластика, попавшего в полость пресс-формы; Правильная и соответствующая настройка удержания давления должна основываться на том принципе, что шнек может продолжать продвигаться к более низкому давлению целевой точки после прохождения точки переключения удержания давления; На этапе выдержки давление в полости пресс-формы постепенно снижается из-за охлаждения пластика, поэтому выдерживание давления должно быть отрегулировано соответствующим образом, в противном случае легко образуется остаток с высоким напряжением.
Установите время выдержки давления для процесса литья термопластавтомата: время выдержки давления должно поддерживаться до тех пор, пока шибер не уплотнится. Это бессмысленно слишком долго, но если время слишком короткое, легко повернуть поток вспять, что делает позицию возле ворот легко провисающей и недостаточной; О том, подходит время выдержки или нет, следует судить по стабильности веса; Ворота маленькие, температура пресс-формы низкая, и время выдержки под давлением должно быть меньше. Если ситуация обратная, время следует установить больше.
Скорость впрыска задается для процесса литья литьевой машины: скорость впрыска медленная, пластик выносится в полость пресс-формы, потери тепла будут больше, вязкость потока увеличится, а потери рабочего давления будут увеличивать; Более высокая скорость обжига часто позволяет получать формованные изделия с более высокой точностью и меньшей деформацией. Только в таких областях, как небольшая толщина мяса, резкое изменение и угол, легко иметь плохой внешний вид, плохой выхлоп, фронт партии и неправильное переключение удержания давления.
Переключение настройки процесса литья и поддержания давления в литьевой машине: если переключение слишком раннее, размер готового продукта может быть недостаточным, и даже возникают короткие выстрелы и поверхностная депрессия. Наоборот, будет образовываться чрезмерная компрессия. Если он маленький, размер слишком большой, вспышка, побеление и деформация, а если он большой, плесень будет повреждена; Переключение поддержания давления обычно контролируется ходом впрыска (положением), временем и т. д.
Установите давление выдержки для процесса формования литьевой машины: если давление выдержки слишком высокое, произойдет переполнение, что приведет к
Установите время охлаждения для процесса литья термопластавтомата: пластик охлаждается в полости пресс-формы. Большинство из них начинают работу в конце выдержки давления и открывают пресс-форму. Теоретическое время охлаждения = время выдержки под давлением + время постохлаждения; Требуемое теоретическое время должно основываться на том принципе, что изделие может быть вытолкнуто плавно (без деформации), а его длина зависит от толщины, материала и скорости охлаждения штампа формируемого изделия; Толщина литника и температура формы будут влиять на время выдержки (время охлаждения, установленное машиной, то есть время последующего охлаждения). Если ворота большие и температура формы высокая, время выдержки должно быть соответственно увеличено, в противном случае время выдержки должно быть соответствующим образом уменьшено.
Установите температуру пресс-формы для процесса формования литьевой машины: если температура пресс-формы слишком низкая, клей-расплав течет в полости пресс-формы, и температура быстро падает, что увеличивает сопротивление потоку материала, поэтому увеличивается потеря давления, увеличивает внутреннее напряжение и увеличивает давление в полости пресс-формы.
Для процесса литья термопластавтомата устанавливается высокая температура пресс-формы: повышают кристалличность и более однородную структуру отливаемого изделия, снижают остаточное внутреннее напряжение, деформацию и улучшают прочность, снижают сопротивление течению материала при заливке, уменьшают потери давления и придать продукту хороший внешний вид, но он склонен к заусенцам, увеличить ближнюю часть ворот и уменьшить депрессию в дальней части ворот, чтобы уменьшить линию склеивания, увеличить время охлаждения.





Группа Продуктов : Легкие вспомогательные средства
















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.