
















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Модель: FT-TH-10
марка: Фейтуо
положение дел: Новый
Послегарантийное обслуживание: Видео техническая поддержка, Онлайн поддержка
Где предоставлять местные услуги (в каких странах есть зарубежные центры обслуживания): никто
Расположение выставочного зала (в каких странах есть образцы за рубежом): никто
Видео осмотр завода: При условии
Отчет о механических испытаниях: При условии
Тип маркетинга: Новый продукт 2020
Гарантийный срок на основные компоненты: 1 год
Основные компоненты: ПЛК, Двигатель, Несущий, Коробка передач, Мотор, Сосуд под давлением, Механизм, Насос
место происхождения: Китай
гарантийный срок: 1 год
Подробности Упаковки: Деревянный ящик
производительность: 10000 per hour
транспорт: Ocean,Land,Air,Express,Optional
Место происхождения: Китай
Поддержка о: Factory direct supply
Сертификаты : CE
Код ТН ВЭД: 84659400
Порт: ShenZhen,GuangZhou
Вид оплаты: T/T
Инкотермс: FOB
Навыки работы машин с автоматической регулировкой размера пламени зажигалки: операция газовой резки может различаться в зависимости от личных привычек. Как правило, правая рука держит ручку резака, а большой и указательный пальцы правой руки держат клапан для предварительного нагрева кислорода, чтобы отрегулировать пламя предварительного нагрева и отключить нагреватель для предварительного нагрева кислорода во время отпуска. Большой и указательный пальцы левой руки держат клапан кислородной резки, а также играют роль удержания направления. Остальные три пальца плавно удерживают смесительную камеру. Не опускайте верхнюю часть тела и дышите сдержанно; Глаз должен смотреть и резать, и фокусироваться на секущей линии перед режущим ртом. Этот метод газовой резки является методом удерживающей резки, который обычно режется справа налево. Начинайте резать. Сначала нагрейте край стальной пластины. Когда позиция реза станет слегка красной, переместите пламя за крайнюю линию и медленно откройте клапан для резки кислорода. Когда шлак оксида железа отрывается потоком кислорода, это доказывается, что он прорезан. В это время перемещайте урон и рубите вперед по одному
При резке очень толстого металла его делают под углом около 10~20 к разрезаемой поверхности золота, чтобы лучше нагреть кромку режущей части и облегчить начало процесса резки. При резке металла толщиной менее 50 мм начало резки должно быть перпендикулярно разрезаемой поверхности металла. Если раскрой начинается с внутренней стороны детали, на распиливаемой детали необходимо заранее сделать отверстие (диаметр отверстия равен ширине распила). В начале резки нагрейте металлическую кромку пламенем предварительного нагрева до тех пор, пока она не сможет гореть в кислороде, то есть выпустите режущий кислород для резки, когда поверхностный слой детали вот-вот расплавится. Во время резки расстояние между соплом управления книгой и металлической поверхностью, подлежащей резке, должно определяться в соответствии с длиной ядра пламени. Лучше всего сделать кончик пламенного сердечника на расстоянии 1,5 ~ 3 мм от заготовки и никогда не делать пламенный сердечник под углом к поверхности заготовки. Для обеспечения качества режущего шва расстояние от режущей кромки до поверхности детали должно быть постоянным во всем процессе подачи газа.
При резке стального листа по прямой линии режущий пистолет должен быть наклонен на 20 ~ 30° в направлении, противоположном движению, и резка будет наиболее эффективной. Однако при резке по внешнему контуру кривой она должна быть строго перпендикулярна поверхности огранки золота. Иногда перегрев и разбрызгивание шлака оксида железа блокируют резку или подача B не прерывается вовремя, что приводит к детонации и отпуску. В это время быстро закройте кислородный клапан предварительного нагрева, чтобы кислород не попал обратно в ацетиленовую трубу, и погасите темперирование. Если в горелке все еще слышен шипящий звук, а закалка в руководстве не погасла, то быстро закройте быстрый клапан В или быстро провибрируйте ацетиленовый шланг на горелке, чтобы выпустить закаленный пламенный газ. После обработки в первую очередь необходимо проверить инжекторную и абсорбционную способность, а затем горелку можно снова зажечь.
В процессе газовой резки, если оператору необходимо изменить положение тела, он должен сначала закрыть дверцу подачи кислорода, а затем изменить положение тела. Если разрезается более тонкая пластина, пламя должно быстро покидать поверхность стальной пластины при закрытии режущего кислорода, чтобы предотвратить деформацию и повторное соединение вредного соединения, вызванное быстрым нагревом тонкой пластины. Когда вы продолжаете резку, вы должны предварительно нагреть режущую часть размера, а затем медленно открыть кислородный газовый клапан для резки, чтобы продолжить резку.
Когда резка близка к конечной точке, резка должна быть наклонена в направлении, противоположном резке, чтобы облегчить предварительную резку нижней части стального листа и сделать торцевой навес более аккуратным. Когда конечная точка достигнута, быстро закройте кислородный клапан резки и поднимите резак, затем закройте ацетиленовый клапан и, наконец, закройте кислородный клапан предварительного нагрева. Если время остановки слишком велико, закройте кислородный клапан, ослабьте винт регулятора давления и выпустите кислород из кислородного шланга. Снимите регулятор давления и закройте клапан подачи воздуха, когда переключатель Jiedong работает.
Если рабочий хочет хорошо работать, он должен сначала хорошо работать со своими инструментами. Для достижения наилучшего качества и эффекта резки использование станка газовой резки с ЧПУ также должно быть оснащено соответствующими моделями и стандартизированными методами работы. Использование сопла для резки пламенем и меры предосторожности можно разобрать следующим образом, надеясь дать пользователям справку и помощь:
Выберите соответствующую режущую насадку в соответствии с толщиной режущей заготовки. Во время сборки внутренняя часть и внешняя часть должны быть соосны, чтобы режущая струя кислорода находилась в центре пламени предварительного нагрева. При установке черенка обратите внимание на затяжку гаек.
Проверьте условия впрыска и всасывания. После того, как условия впрыска и всасывания резака для впрыска и всасывания станут нормальными, можно подсоединить ацетиленовую кожаную трубу при условии отсутствия утечки воздуха и легкости вставки и удаления. При использовании изобарической горелки необходимо обеспечить определенное рабочее давление ацетилена.
Лечение потухания пламени после розжига, при завинчивании клапана предварительного подогрева кислорода для регулировки огня, если пламя гаснет сразу, причина в том, что в каждом газовом канале есть грязь, горловина эжекторной трубы не наглухо заржавела , а крой куртки не соответствует изнанке должным образом. В это время затяните гайку всасывающей трубы; В случае неисправности снимите всасывающую трубу, удалите грязь в каждом газовом канале, отрегулируйте зазор между наружной втулкой и внутренней втулкой и затяните ее.
Лечение утечки воздуха в режущем сердечнике: после того, как пламя предварительного нагрева отрегулировано нормально, волосы режущего сердечника издают ритмичный звук «бах» и «бах», но пламя не гаснет. Если включить режущий кислород, пламя сразу гаснет. Причина – утечка воздуха на режущем сердечнике. В это время снимите кожух режущего сопла и аккуратно затяните сердечник Mei. Если она все еще недействительна, снимите куртку и проложите ее асбестом.
Если взаимодействие между режущей головкой и резаком не является строгим, несмотря на то, что пламя нормально после зажигания, пламя будет немедленно погашено при открытии клапана регулирования кислорода для резки. Причина в том, что поверхность согласования между режущей головкой и резаком не является строгой. В это время сопло должно быть затянуто. Если он недействителен, его следует удалить и аккуратно обрезать мелкой наждачной бумагой. Отшлифуйте сопрягаемую поверхность режущей головки до плотного прилегания.
Закалка В случае закалки немедленно закройте регулирующий клапан резки кислорода, а затем закройте регулирующий клапан ацетилена и регулирующий клапан кислорода предварительного нагрева. Когда нормальная работа прекращается, в первую очередь должен быть затронут регулирующий клапан отсекания кислорода, а затем должны быть закрыты регулирующие клапаны ацетилена и подогретого кислорода.
Держите режущий канал. Зеленый режущий канал всегда должен быть чистым и гладким, а грязь в отверстии в любой момент должна быть удалена сквозной иглой.
Очистите поверхность заготовки и удалите толстую ржавчину, масляные и водные загрязнения с поверхности заготовки. При резке цементного пола заготовка должна быть проложена, чтобы предотвратить разбрызгивание коррозионностойкой корки и шлака на цементный пол.
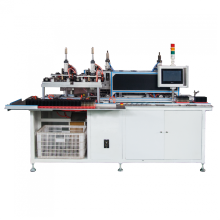
Полностью автоматическая зажигалка-зажигалка. Основная функция зажигалки - отрегулировать надутое пламя зажигалки до одинакового размера.
Материал: нержавеющая сталь + алюминий
Размер продукта: 1,4 м * 0,8 м * 1,2 м
Напряжение: AC220v
Давление воздуха: 0,6 МПа
Вес: 245 кг
Модель устройства: FT-TH-10
Выход: 8000-10000
Оперативный персонал: 1
Описание процесса
1. Изделия, наполненные бутановым газом, должны храниться не менее 12 часов перед однократным запуском.
Отрегулируйте огонь. Торцевой клапан надутой зажигалки не должен быть слишком тугим, так как это приведет к
Пламя настроенного продукта сильно меняется, и оно деформирует хлопковое полотно, если оно будет слишком тугим.
В результате вся зажигалка утилизируется. Как правило, проверьте высоту торцевого клапана, чтобы проверить пламя 1-5 см.
Является лучшим. Особенно это заметно зимой.
2. В принципе зажигалку нужно регулировать два раза. Отрегулировав огонь в первый раз, верните его
Его необходимо хранить в течение 12 часов или более до второй корректировки.
Даже если продукт хранится в течение длительного времени, это не серьезно, если продукт загорится.




Группа Продуктов : Легкая машина для производства
















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.