











Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

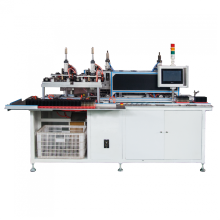
Модель: FT-TH-10
марка: Фейтуо
положение дел: Новый
Послегарантийное обслуживание: Видео техническая поддержка, Онлайн поддержка
Где предоставлять местные услуги (в каких странах есть зарубежные центры обслуживания): никто
Расположение выставочного зала (в каких странах есть образцы за рубежом): никто
Видео осмотр завода: При условии
Отчет о механических испытаниях: При условии
Тип маркетинга: Новый продукт 2020
Гарантийный срок на основные компоненты: 1 год
Основные компоненты: ПЛК, Двигатель, Несущий, Коробка передач, Мотор, Сосуд под давлением, Механизм, Насос
место происхождения: Китай
гарантийный срок: 1 год
Подробности Упаковки: Деревянная коробка
производительность: 10000 per hour
транспорт: Ocean,Land,Air,Express,Optional
Место происхождения: Китай
Поддержка о: Factory direct supply
Сертификаты : CE
Код ТН ВЭД: 84659400
Порт: ShenZhen,GuangZhou
Вид оплаты: T/T
Инкотермс: FOB



Когда автоматические регулировочные машины с размером пламени Резая очень толстый металл, он изготавливается под углом наклона около 10 ~ 20 с разрезанием золота, чтобы лучше нагреть край резки и облегчить процесс резки. При разрезании металла толщиной менее 50 мм запуск резки должен быть перпендикулярно металлической поверхности, чтобы быть разрезанным. Если резание начинается изнутри детали, на разрезанной части необходимо сделать отверстие (диаметр отверстия, диаметр отверстия равен ширине резки). В начале резки нагрейте металлический край предварительным нагревающим пламенем, пока оно не сможет сжигать в кислороде, то есть высвобождайте резку кислорода для резки, когда поверхностный слой детали собирается таять. Во время резки расстояние между соплом управления книги и поверхностью металла, которая должна быть вырезана, должно быть определено в соответствии с длиной пламени. Лучше всего сделать кончик ядра пламени на 1,5 ~ 3 мм от заготовки и никогда не делать угол ядра пламени и поверхность заготовки. Чтобы обеспечить качество режущего шва, расстояние от режущей кромки до поверхности детали должно быть последовательным во всем процессе газа.
o Навыки прохождения: g как операция резки может отличаться из -за разных личных привычек. Как правило, правая рука удерживает ручку режущего факела, а большой палец и указательный палец правой руки удерживают клапан для предварительного нагрева кислорода, чтобы регулировать предварительное пламя и отрезать обогреватель, чтобы предварительно нагреть кислород во времени при отпуска. Большой палец и указательный палец левой руки удерживают клапан для резки кислорода, а также играют роль удержания направления. Остальные три пальца плавно держат смесь. Не опускайте верхнюю часть тела и дышите от сдержанности; Глаз должен наблюдать и разрезать, и сосредоточиться на секущей линии перед режущим ртом. Этот метод резки газа удерживает метод резки, который обычно разрезан справа налево. Начните резку. Сначала разогрейте край стальной пластины. Когда положение разреза немного красное, вы перемещаете пламя из линии края и медленно откройте красочный клапан кислорода. Когда шлак оксида железа взлетает с потоком кислорода, доказано, что он был прорезан. В это время перенесите урон и сократите один за другим
При разрезании стальной пластины вдоль прямой линии режущий пистолет должен быть наклонен на 20 ~ 30 ° в противоположном направлении движения, а резка является наиболее эффективной. Однако при разрезании вдоль внешнего контура кривой он должен быть строго перпендикулярно поверхности резки золота. Иногда перегрев и брызги шлака из оксида железа блокирует резку, или подача B не будет разрезана во времени, что приводит к детонации и отпуска. В это время быстро закройте предварительный нагревающий кислородный клапан, чтобы предотвратить погружение кислорода обратно в ацетиленовую трубу и погасить отпуск. Если в факеле все еще есть шипящий звук, и отпуск в руководстве не был погашен, то быстро закройте быстрый клапан B или быстро вибрируют ацетилен -шланг на факеле, чтобы разряжать закаленный пламен газ. После лечения инъекционная и абсорбционная способность сначала проверяется, а затем факел может быть восплален.
В процессе резки газа, если оператор должен переместить положение своего тела, он должен сначала закрыть дверь, делающую кислород, а затем переместить положение своего тела. Если более тонкая пластина разрезана, пламя должно быстро покинуть поверхность стальной пластины при закрытии резки кислорода, чтобы предотвратить деформацию и повторное соединение вредного соединения, вызванного быстрым нагревом тонкой пластины. Когда вы продолжаете резать, вы должны предварительно разогреть режущую часть измерения, а затем медленно открывать газовый клапан с кислородом, чтобы продолжить резку.
Когда резка находится близко к конечной точке, резка должна быть наклона к противоположному направлению резки, чтобы облегчить нижнюю часть стальной пластины заранее и сделать окончательный тент более аккуратным. Когда конечная точка достигнута, быстро закройте резкий кислородный клапан и поднимите режущий факел, затем закройте ацетиленовый клапан и, наконец, закройте предварительный кислородный клапан. Если время остановки длинное, закройте кислородный клапан, ослабьте винт регулятора давления и разрядите кислород в кислородном шланге. Снимите регулятор давления и закройте клапан питания воздуха, когда работает переключатель Jiedong.
Если работник хочет преуспеть, он должен сначала преуспеть в своих инструментах. Чтобы достичь наилучшего качества резки и эффекта, использование машины для резки пламени NC также должно быть оснащено соответствующими моделями и стандартизированными методами работы. Использование сопла с резкой пламени и меры предосторожности может быть рассмотрено следующим образом, надеясь дать пользователям ссылку и помощь:
Выберите подходящую насадку для резки в соответствии с толщиной режущей заготовки. Во время сборки внутренняя часть и внешняя часть должны быть концентрическими, чтобы гарантировать, что режущая кислородная струя расположена в центре предварительного нагревающего пламени. При установке резки обратите внимание на затягивание гайков.
Проверьте условия инъекции и всасывания. После того, как условия инъекции и всасывания инъекционной и всасывающей режущей факела являются нормальными, труба ацетиленовой кожи может быть подключена, при условии отсутствия утечки воздуха и легкой вставки и удаления. При использовании изобарического факела должно быть обеспечено, что ацетилен имеет определенное рабочее давление.
Обработка вымирания пламени после зажигания, когда предварительный нагревающий клапан регулируется кислородом, чтобы регулировать огонь, если пламя немедленно потушено, причина в том, что в каждом газовом канале есть грязь, рог рога эжекторной трубы не плотно коррозируется , и режущая куртка не соответствует внутренней части. В это время затяните гайку всасывающей трубы; В случае сбоя, удалите всасывающую трубу, удалите грязь в каждом газовом канале, отрегулируйте зазор между внешним рукавом и внутренним рукавом и затяните ее
Обработка утечки воздуха в режущем сердечнике: после того, как предварительное нагревание пламя нормально отрегулировано, волосы с режущими ядра издают ритмичный звук «Bang» и «Bang», но пламя не выходит. Если резка кислорода будет обнаружен, пламя немедленно выходит. Причина - утечка воздуха в режущем ядре. В это время удалите куртку для насадки и аккуратно затяните ядро MEI. Если он все еще недействителен, удалите куртку и накладывайте ее асбестом.
Если сотрудничество между режущей головкой и режущей факел не является строгим, хотя пламя нормальное после зажигания, пламя будет сразу же погашено при открытии регулирующего клапана режущего кислорода. Причина в том, что соответствующая поверхность между режущей головкой и режущей факел не является строгой. В это время сопло должно быть затянуто. Если он недействителен, его должно быть удалено и осторожно разрезать тонкой наждачной бумагой. Измельчить сопрягающую поверхность режущей головки, пока она не станет плотной.
Обработка отпуска в случае отпуска, сразу же закрывает регулирующий клапан режущего кислорода, а затем закрывает регулирующий клапан ацетилена и предварительно нагревающий клапан кислорода. Когда нормальная операция останавливается, сначала должен быть обеспокоен регулирующим клапаном для резки кислорода, а затем ацетилен и предварительно нагретый регулирующие клапаны кислорода должны быть закрыты.
Держите канал резки. Зеленый канал резания всегда должен быть чистым и гладким, а грязь в отверстии должна быть удалена с помощью иглы в любое время.
Очистите поверхность заготовки и удалите толстую ржавчину, масло и воду на поверхности заготовки. При разрезании цементного пола заготовка должна быть подготовлена, чтобы предотвратить распахнутую кожу ржавчины и шлак на цементный пол.
Полностью автоматическая зажигалка-основная функция зажигалки-отрегулировать завышенное легкое пламя до того же размера.
Материал: нержавеющая сталь + алюминий
Размер продукта: 1,4 м*0,8 м*2,2 м
Напряжение: AC220V
Давление воздуха: 0,6 Мп
Вес: 245 кг
Модель устройства: FT-TH-10
Выход: 8000-10000
Операционный персонал: 1
Описание процесса
1. Продукты, заполненные бутановым газом, должны храниться в течение 12 часов или более
Отрегулируйте огонь. Клапан лица завышенной зажигалки не должен быть слишком напряженным, так как это приведет к
Пламя настроенного продукта сильно изменяется, и оно деформирует хлопковый лист, если он слишком плотный.
В результате вся зажигалка сбита. Как правило, проверьте высоту клапана с лица, чтобы проверить пламя 1-5 см.
Лучший. Это особенно заметно зимой.
2. В принципе, зажигалка должна быть скорректирована дважды. После настройки пожара в первый раз, верните его
Его необходимо хранить в течение 12 или более часов до второй корректировки.
Даже если продукт хранится в течение длительного времени, несерьезно, что продукт уволен.
Группа Продуктов : Легкая машина для производства
















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.