
















Send Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Модель: FT-HJ-10
марка: Фейтуо
положение дел: Новый
Послегарантийное обслуживание: Онлайн поддержка
Где предоставлять местные услуги (в каких странах есть зарубежные центры обслуживания): никто
Расположение выставочного зала (в каких странах есть образцы за рубежом): никто
Видео осмотр завода: При условии
Отчет о механических испытаниях: При условии
Тип маркетинга: Новый продукт 2020
Гарантийный срок на основные компоненты: 1 год
Основные компоненты: ПЛК, Двигатель, Несущий, Коробка передач, Мотор, Сосуд под давлением, Механизм, Насос
место происхождения: Китай
гарантийный срок: 1 год
Подробности Упаковки: Деревянный ящик
производительность: 10000 per hour
транспорт: Ocean,Optional
Место происхождения: Китай
Поддержка о: Factory direct supply
Сертификаты : CE
Код ТН ВЭД: 84659400
Порт: ShenZhen
Вид оплаты: T/T
Инкотермс: FOB
Улучшить приспособление для ультразвуковой сварки
Приспособление для ультразвуковой сварки в основном играет роль позиционирования и подшипника. Для некоторых изделий со сложной трехмерной формой поверхности и высокой точностью обработки также предъявляются высокие требования к точности обработки приспособлением для ультразвуковой сварки. Когда угол или радиан приспособления для ультразвуковой сварки не соответствует свариваемому изделию, легко вызвать деформацию изделия после сварки.
Как правило, материал крепления – алюминиевый сплав. После того, как приспособление обработано в соответствии с формой свариваемого изделия, также необходимо изменить собственную частоту приспособления посредством точной регулировки, чтобы эффект сварки был лучше, когда частота используется с ультразвуковым сварочным аппаратом. Для продуктов ультразвуковой сварки, которые легко треснуть и сломаться, приспособление для ультразвуковой сварки должно иметь мягкую смолу или покрывающую пробку и другую амортизирующую конструкцию. Для изделий, которые нелегко сломать, качество сварки можно улучшить за счет обработки поверхности приспособления для ультразвуковой сварки.
В настоящее время ультразвуковые сварочные аппараты используются во все большем количестве областей. Многие предприятия предпочитают ультразвуковую сварку из-за ее высокой эффективности, безопасности, отсутствия необходимости добавления вспомогательных веществ и экономии средств. Тем не менее, мы обнаружили, что в процессе сварки ультразвуковой сварочной машины все еще будет плохой эффект сварки, поэтому что можно сделать, чтобы улучшить сварочный эффект продуктов ультразвуковой сварки? Мы собрали для вас следующие пункты. Вы можете оптимизировать и улучшить в соответствии со следующими пунктами (только для справки).
Настройка и оптимизация условий ультразвуковой сварки
Условия ультразвуковой операции относятся к настройкам выходной мощности, давления, времени сварки, времени охлаждения и времени задержки ультразвуковой сварочной машины. Идеальный эффект сварки может быть достигнут за счет постоянной оптимизации условий работы ультразвука.
При использовании ультразвуковой сварки, если давление слишком велико, а цилиндр падает и буферизуется слишком быстро, можно легко сгладить линию ультразвуковой сварки. Хотя продукт кажется плотно закрытым, линия сварки была сжата и утоплена, что привело к потере эффекта сварки, образуя принудительную сварку поверхности пластиковых деталей с поверхностью, а не направленную сварку треугольных точек, поэтому иллюзия сварки генерируется.
Оптимизация линии ультразвуковой сварки
Когда конструкция сварочной линии продукта является неразумной, продукт будет скользить из-за давления во время ультразвуковой сварки, что приведет к смещению продукта во время ультразвуковой сварки. В качестве альтернативы нет проблем в конструкции линии сварки, но такие проблемы могут также возникнуть из-за недостаточной точности обработки линии сварки, что приводит к несоответствию размеров. Следовательно, при обработке пресс-форм по крайней мере линия сварки должна быть симметричной и постоянной по высоте. Позиционирование и линия ультразвуковой сварки являются ключом к успеху или неудаче.
Основываясь на прошлом опыте, было обнаружено, что есть некоторые проблемы с качеством, которые легко возникают: шрамы или трещины на поверхности продукта, искажение, деформация или собственный цвет продукта, повреждение или выдавливание внутренних частей продукта, смещение. и деформация, заусенец продукта, размер продукта после сварки не могут контролироваться и в пределах допуска, смещение продукта и требования к производительности уплотнения воды и газа не могут быть выполнены после ультразвуковой сварки.
Вообще говоря, факторы, влияющие на эффект ультразвуковой сварки, сосредоточены в следующих аспектах:
Аморфный полимерный термопласт является идеальным материалом для ультразвуковой сварки.
В соответствии с характеристиками продукта и случаями, линии ультразвуковой сварки обычно используют четыре режима: линия треугольной сварки, линия периферийной сварки, линия сварки пиковой долины и линия ступенчатой сварки.
Общие проблемы качества ультразвуковой сварки в производстве могут быть решены путем оптимизации и улучшения приспособления для ультразвуковой сварки, регулировки условий ультразвуковой сварки и оптимизации линии ультразвуковой сварки.
Ультразвуковая сварка в основном используется для вторичного соединения отлитых под давлением деталей и сборки пластиковых деталей (таких как адаптер питания и соединение верхней и нижней пластиковых оболочек). Поэтому особое внимание уделяется качеству сварки пластика и эстетике продукта, а качество по-прежнему сложно контролировать. Чтобы контролировать качество сварки ультразвуковой машины для сварки пластмасс, мы должны понимать проблемы качества, которые легко возникают в процессе сварки ультразвуковой машиной для сварки пластмасс, а затем решать их. После квалифицированной работы мы можем свободно управлять им.
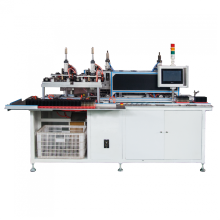
Этот рабочий процесс проектирования оборудования является разумным, входящие и исходящие материалы находятся в одном и том же месте, чтобы сэкономить время ходьбы персонала и снизить трудоемкость персонала. В системе управления новая интеллектуальная производственная технология, глубина преимуществ больших данных самообучения, когда устройство выходит из строя, сенсорная система управления рабочей станцией будет подсказана и сообщит метод лечения обслуживающему персоналу, сохранит обслуживание обслуживающего персонала вслепую, самое быстрое время для решения проблемы, значительно сэкономить время, увеличить коэффициент использования оборудования, чтобы максимизировать, обеспечить производительность.
1. Корпус машины для литья под давлением для хранения более 12 часов перед сваркой.
2. Используйте сварочный аппарат для одновременной сварки десяти проводов, около 250 проводов должны быть сварены на высоте внутренней пряжки головки машины, а линия сварки должна контролироваться между 110 и 120 проводами.
3. Если это сварка надувных изделий, линия сварки нижнего клапана должна контролироваться от 90 до 100 проводов.
◆ Д*Ш*В: 2,2 м×2 м×1,2 м
◆ Напряжение: 220 В переменного тока
◆ Давление воздуха: 0,6 МП
◆ Вес: 260 кг
◆ Артикул:FT-HJ-10
◆ Производительность: 1-1,2 Десять тысяч/ч
◆ Операторский персонал: один человек




Группа Продуктов : Легкая машина для производства


















Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.